Casting
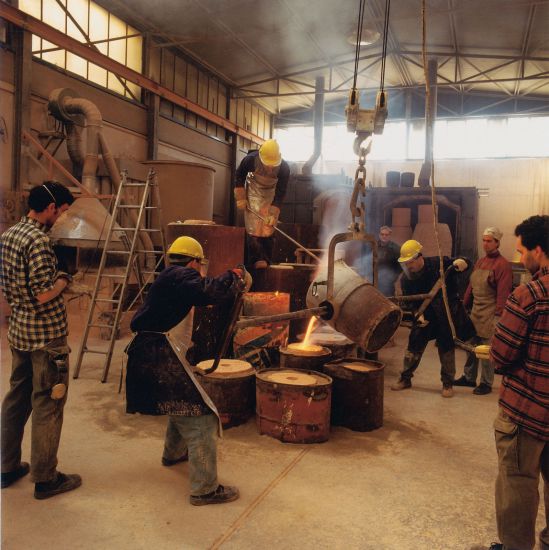
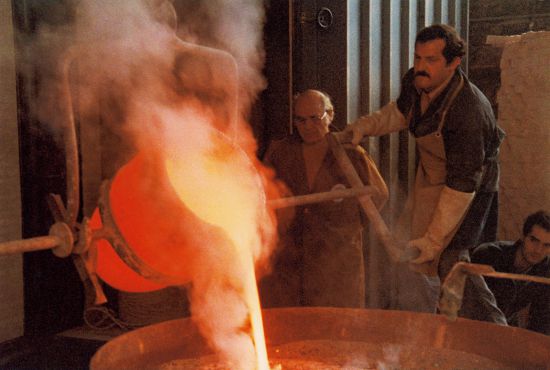
This is undoubtedly the most spectacular stage but also the least ‘visible’, that is when the metal, molten and at extremely high temperatures, is poured through a sort of funnel (‘bevera’) pre-set at the top of the refractory mold, proceeding to fill up, via the pouring channels, all the spaces left by the lost wax: thus the sculpture takes on its shape.
The refractory molds are fitted inside special iron casings, over-brimming with sand so as to prevent any physical reactions caused by the metal’s extreme heat, to break the ‘mold’; in ancient times and even quite recently, they were buried in a hole to prevent this from happening. At the top of each refractory mold, there is an entrance hole and some other holes that allow the casting gas to escape.
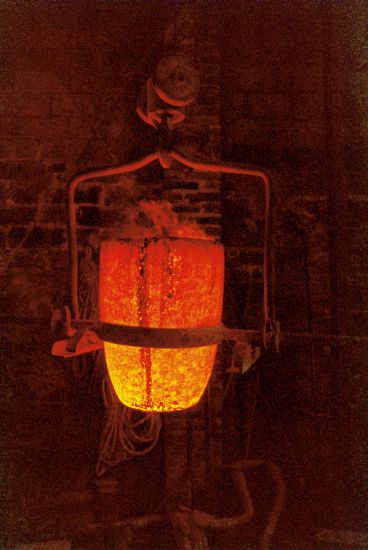
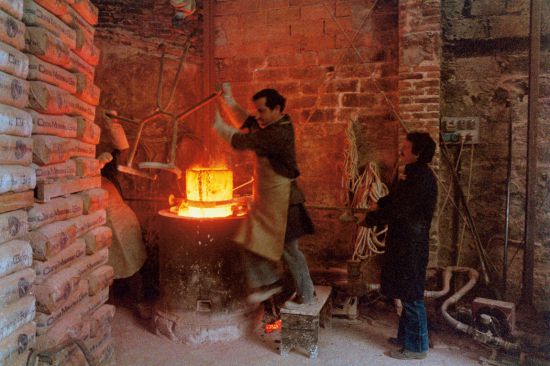
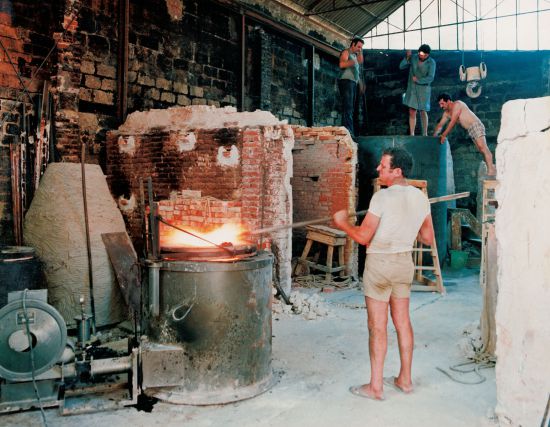
Until a few years ago, the graphite crucible where the metal liquefies, used to be taken out of the kiln with the aid of special mechanical tongs, placed on a carrier and then the bronze would be poured into the refractory molds. Nowadays, instead, technological innovations allow for less risky manoeuvres: the graphite crucible is placed in a tilt furnace so that the bronze can be siphoned off into the ladles (purposely pre-heated holders) and then poured out into the molds.
Previously, the crucible melted 250 kilos of bronze at a time; nowadays 500 kilos, and it is possible to pour in eight hours about one ton of metal.